225px.png)



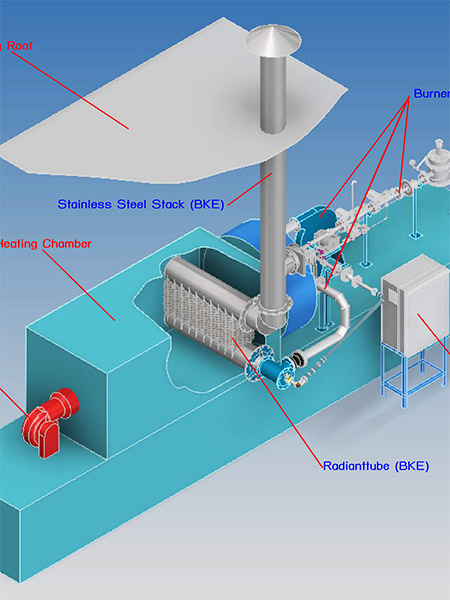
Radiant tube burners, where the burner fires inside radiators or radiant tubes, are better than boilers or thermal oil heaters in some applications due to their lower cost, efficient design, and ease of operation.
There are many applications in the industry that demand steam for heat transfer. Food processing factories are the most common site that can find a radiant tube burner because of its effient use of floor space and safer operating environment due to the low-pressure components.
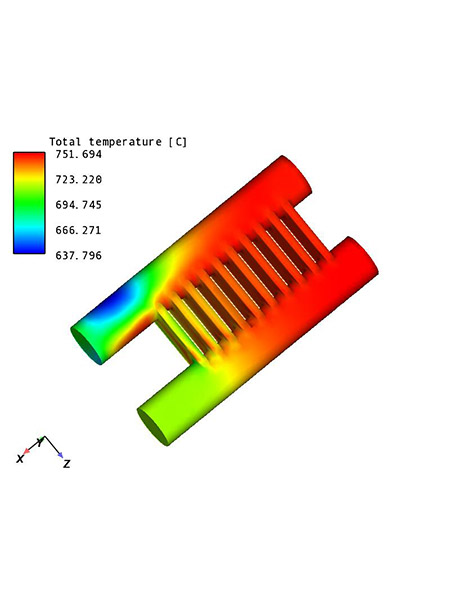
This kind of heat exchanger needs to be designed accordingly to applications such as drying systems that need to heat up fresh air and feed it to the drying chamber which we have to engineer by calculating the amount of heat to be added to the air which requires combustion and heat transfer technology.
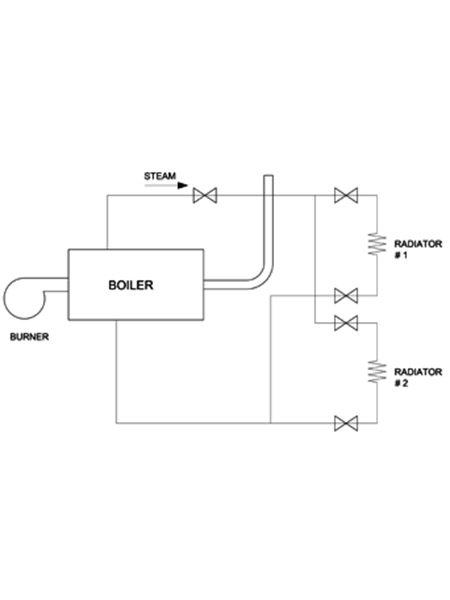
| Boiler | Radiant Tube Burner |
|---|---|
| Requires steam pipe installation | No steam pipes needed |
| Much bigger factory footprint | Smaller footprint due to integrated heating and piping |
| Requires water treatment process | No water treatment needed |
| Excess fuel consumption due to heat loss caused by extended piping | N/A |
| Chemicals required for water treatment | N/A |
| Supplemental water required due to system loss | N/A |
| Quarterly system clean-up required | System clean-up annually but less man-hours required |
| High annual inspection cost due to specialized machines and highly-trained inspectors | Only visual inspection required annually |
| Many spare parts required | Fewer spare parts needed due to simpler and more efficient design |