225px.png)




The BKE biogas dryer is designed to reduce the water content in biogas. Biogas typically contains water vapor, which can be in the form of vapor or liquid (condensate). The purpose of a biogas dryer is to achieve the required degree of cleanliness, moisture content, temperature, and pressure for the biogas’s intended application or use.
The water vapor content in the biogas can be calculated as they are in the form of atmospheric air. Therefore the psychometric chart is applied to find the amount of water vapor in the biogas by the units of relative humidity (%RH) or absolute humidity (kg water/kg dry biogas). As long as there is no specific psychometric chart for biogas, the chart for atmospheric air is close enough and applicable.
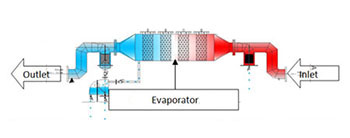
As you reduce the temperature of the biogas below the dewpoint, water vapor will condense into a liquid (condensate) that is removed by a water separator at the outlet of the system.